مقدمة.
أجلس في الخامسة صباحًا ، أعمل ، وهنا جاءتك رسالة. لا يمكن لأي شخص تحضير مهمة لطباعة طابعة ثلاثية الأبعاد. يطلب المساعدة. هل رأيت ذلك الوقت؟ المضلع لا يعمل ، كيسلاسر أيضًا ، والشخص يعاني ، على ما أعتقد ، دعني أساعد. كانت نتيجة مساعدتي امتنانًا وتفاصيل مطبوعة جيدًا. واستنادًا إلى ذلك ، لم أصب إصبعي ، لقد ملأت النموذج في Simplify وأعدت النموذج للطباعة من خلال الملف الشخصي الذي قمت بتكوينه مسبقًا. ولكن عندما تجلس في الخامسة صباحًا وتعمل ، حتى مثل هذا التافه يصرف الانتباه.
يرجى ملاحظة أنه تم تقديم الدليل لـ Simplify3D V4. يدعم Simplify3D V5 جميع الملفات الشخصية للإصدار XNUMX.
قررت أن أكتب مانول الخاص بي ، لأنني لم أجد أي معلومات لائقة على الإنترنت ، خاصة باللغة الروسية. يوجد مقطع فيديو واحد ، لكن أحد الزملاء شرحه بطريقة ما طويلة وطويلة (رابط الفيديو أدناه). أعتقد أنني معتاد على أخذ المعلومات في شكل نص. يبدو أنه قد بدأ في التقدم في السن.

لقد طُلب مني مرارًا وتكرارًا تسجيل مقطع فيديو منفصل يشرح جميع ميزات البرنامج ، لكنني قررت كتابة مقال نصي. لماذا ا؟ لأنه من الأنسب استخدام المقال إذا كنت قد نسيت شيئًا ما. أنا أستخدم إصدار macOS كمثال.
[تم التحديث في 29.05.2023/XNUMX/XNUMX] - لقد سجلت الفيديو كاملاً كجزء من مدرسة عبر الإنترنت تعمل على مجال منفصل.
مدرسة الطباعة ثلاثية الأبعاد عبر الإنترنت
الجزء التمهيدي أريد أن أبدأ بالسبب: لماذا أستخدم Simplify3D.
- البرنامج سهل جدا للاستخدام.
- لا يوجد مساوٍ من حيث سرعة إعداد الكود.
- يتعامل مع الموديلات الكبيرة جيدًا (تقطع شرائح أخرى إلى الأبد). ومع ذلك ، يجب أن تكون قوة جهاز الكمبيوتر الخاص بك كافية. هذا ليس خبرا على الرغم من. عليك أن تفهم أننا نعمل مع نماذج ثلاثية الأبعاد. لمثل هذا العمل ، يجب أن يكون الكمبيوتر قويًا قدر الإمكان بشكل افتراضي.
- القدرة على العمل مع العمليات. في وقت كتابة هذا التقرير ، لم يكن لدى نظائرها مثل هذه الفرصة. تسمح لك العمليات بتعيين معلمات طباعة مختلفة على طبقات مختلفة.
إطلاق البرنامج.
لذا ، لنبدأ. وسنبدأ بتعلم التمييز بين ما هو ملف التعريف وما هي العملية ببساطة.
ملف التعريف هو ملف أساسي يحتوي على الإعدادات الأساسية للطابعة: حجم منطقة العمل ، والأصل ، وعدد الطارد ، وظروف درجة الحرارة للمواد المختلفة ، وكود البداية ، وكود النهاية ، وما إلى ذلك. كل هذا يمكن تكوينه وتغييره عند إعداد g-code ، بينما يتم سحب الإعدادات الأساسية من ملف التعريف.
ومع ذلك ، ليس الملف الشخصي هو المسؤول عن إعداد G-Code ، ولكن العملية المخصصة لهذا الملف الشخصي أو ، إذا لزم الأمر ، عدة عمليات. في هذه العملية ، يتم تعيين جميع معلمات الطباعة الأخرى: ارتفاع الطبقة ، وعدد الدعامات ، وسرعة الطباعة ، وما إلى ذلك. تجدر الإشارة إلى أنه لا يوجد سوى ملف تعريف واحد ، ويمكن أن يكون هناك عدد غير محدود من العمليات. على سبيل المثال ، إذا كانت هناك حاجة لطباعة نصف الجزء بارتفاع طبقة 0,3 مم ، ونصفه 0,2 مم. أو جزء من الجزء يجب أن يكون له تغطية 20٪ والجزء 50٪.
بالنسبة لأي طابعة ثلاثية الأبعاد تقريبًا ، يمكن إنشاء ملف تعريف وعمليات يدويًا ، وستتم مناقشة ذلك في هذه المقالة. إذا كنت كسولًا جدًا للقراءة أو لم تسمح لك الظروف بتخصيص وقت لدراسة هذه المقالة ، فيمكنك إرسال طلب للحصول على ملفات تعريف مُعدة إلى البريد dmitry@kamonichkin.ru. كل ما تبقى ، اقرأ.
لن أركز على تثبيت البرنامج ، لأنه إذا كنت لا تعرف كيفية تثبيت البرنامج على جهاز كمبيوتر ، فلن يتم توقع Simplify3D لك للدراسة.
نفتح البرنامج ونرى الشاشة الرئيسية.

في الصورة عرضت ما يعنيه كل زر. لتبسيط عملية التعلم ، أنصح الجميع بالنقر فوق كل زر ومحاولة طريقة عمله ، بعد تحميل النموذج ثلاثي الأبعاد الخاص بك مسبقًا. لتحميل نموذج ثلاثي الأبعاد ، تحتاج إلى النقر فوق "استيراد" في قسم "قائمة ثلاثية الأبعاد" أو سحب النموذج بغباء إلى نافذة البرنامج.

ما الذي يجب عمله على الفور؟
لقد تحولت إلى Simplify3D وعملت في تقطيعات أخرى. تظهر السرعة في كل مكان تقريبًا بالمليمترات في الثانية. لسبب ما ، في Simplify3D ، يتم قياس هذه المعلمة بوحدات أخرى. لإصلاح هذا المرض ، عليك الذهاب إلى الإعدادات.

لننتقل إلى بقية الأزرار:
وحدة نظام - اختيار نظام القياس. في الواقع ، نختار نظام القياس الأكثر ملاءمة للعمل في البوصة - البوصات أو المليمترات - المليمترات.
تبديل اتجاه عجلة التكبير / التصغير - قم بتغيير اتجاه تمرير العجلة للاقتراب / الابتعاد عن النموذج.
زر الماوس الأوسط يعيد تعيين العرض - عند الضغط على عجلة الماوس (أو الزر الأوسط) ، تعود كاميرا المجال الافتراضي إلى الوضع القياسي.
حفظ واستعادة حالة التطبيق - حفظ حالة البرنامج عند الخروج منه واستعادته عند الدخول.
تحقق من وجود تحديثات عند بدء التشغيل - التحقق التلقائي من التحديثات.
الماوس / اختصارات لوحة المفاتيح - مفاتيح الاختصار.
دعنا ننتقل إلى علامات تبويب الإعدادات:

تشمل نوع - نوع الطابعة. للطابعات الديكارتية العادية ، نترك الافتراضي سيرتيزيان روبوت، على التوالي ، لطابعات دلتا التي نختارها دلتا رجل الالي.
البناء الصوت - حجم المنطقة القابلة للطباعة.
المنشأ عوض - صفر تعويض. يتيح لك Simplify 3D ضبط عمل التركيبات النهائية. للوهلة الأولى ، شيء عديم الفائدة ، لكن في بعض الأحيان يمكن أن يوفر الوقت في فضح موقفهم.
صاروخ موجه اتجاه - المركز "الوطن". بمعنى آخر ، أصل المحاور.
نقف نساعدك في بناء جدول محور - قلب اتجاهات المحاور. إذا تم عكس قطبية لفات محرك السائر عند تجميع الطابعة ، حتى لا تربك الموصل الموجود على لوحة التحكم الخاصة بالطابعة مرة أخرى ، فاستخدم هذه الوظيفة عن طريق تحديد المربع.
اختر من بين ص - المحور is عمودي и Z - المحور is عمودي يتكون من اختيار الثلاثي الأيسر أو الأيمن من محاور الإحداثيات. بالنسبة للطابعات التي تم القيام بذلك ، لا يمكنني حتى أن أخمن ، سنغادر Z - المحور عمودي افتراضيا.
قم بالتوسيع تلقائيًا لتصحيح نظام الوحدة دون مطالبة - التحجيم التلقائي لنظام وحدات القياس المختار.
توسيط وترتيب النماذج بعد الاستيراد - وضع النماذج المحملة في وسط المنصة.
Calculte عادي مستقل عن الملف المستورد - حساب الاستقلال الطبيعي عن الملف المستورد.
إظهار الجانب الأمامي من المثلثات فقط (استبعاد) - اعرض فقط الجانب الأمامي من المثلثات التي تم رسم النموذج منها.
جودة معاينة G-Code - اختيار الجودة قبل مشاهدة النموذج بعد التقطيع على التوالي عالي - جودة عالية ومنخفضة - جودة منخفضة.
تحميل المعاينة تلقائيا بعد التقطيع - الإخراج التلقائي للنموذج بعد التقطيع للمعاينة ؛
تضمين جدول البناء في البيئة الافتراضية - تمكين عرض الجدول في البيئة الافتراضية.
إظهار حركات سحب الطارد - يقوم بتشغيل عرض حركة الطارد في وضع المعاينة.
إظهار حركات الآلة في المعاينة - يقوم بتشغيل عرض حركة الطارد أثناء الطباعة.
إظهار رأس الأدوات أثناء المعاينة- يتيح عرض شريط الأدوات أثناء الطباعة.
حجم المخزن المؤقت فيرتكس (متقدم) - حجم عازلة نقاط النموذج.
إعداد اللون - إعدادات الألوان.
لون النموذج الافتراضي - لون النموذج.
لون النموذج المحدد - لون النموذج عند اختياره.
لون مادة الدعم - دعم اللون.
تحضير G-Code (برنامج تحكم لطابعة ثلاثية الأبعاد)
إنشاء العمليات وتخصيصها
لإعداد رمز لطابعة ثلاثية الأبعاد ، تحتاج أولاً إلى إنشاء عملية. للقيام بذلك ، انقر فوق إضافة في كتلة "قائمة الملفات الشخصية".

يتم فتح مجموعة من إعدادات الملف الشخصي والعملية أمامنا. إذا لم يكن لديك مجموعة كاملة من الإعدادات المفتوحة ، ولكن جزء منها فقط ، فانقر فوق الزر عرض متقلب... لا ، يمكنك بالطبع استخدام طابعة ثلاثية الأبعاد في وضع المستخدم وليس في الوضع الاحترافي ، ولكن لماذا تحتاج إلى Simplify3D على الإطلاق؟ بعد كل شيء ، هذا ليس فرن ميكروويف. يمكن أن تعطي المعلمات والإعدادات المختلفة نتائج وخصائص مختلفة للجزء.
النقطة هنا هي ضبط الإعدادات لقطر الفوهة - فوهة قطر الدائرة، عامل البثق مصنع إنتاج القطاعات مضاعف والعرض الفعلي المبثوق للخيوط المنصهرة - مصنع إنتاج القطاعات عرضلكل منهم. للتمييز بين الطارد ، يحتاج كل منهم إلى وضع فهرس خاص به - الطارد رأس الأدوات فهرس... كيفية ضبط قيمة عرض البثق الفعلي بشكل صحيح (مصنع إنتاج القطاعات عرض) اقرأ في المادة منفصلة.
طين مراقبة - التحكم في تدفق البلاستيك من الفوهة ؛
تراجع - سحب البلاستيك. يجب تشغيله وتكوينه ، وإلا فستكون النماذج مع مخاط ، فسيتم ضبط الخيط في الأماكن الخطأ حيث تحسب أداة التقطيع ، وما إلى ذلك ؛
تراجع المسافات - طول التراجع. تعتمد المعلمة على العديد من العوامل ، من الشركة المصنعة للفتيل إلى جهاز الطارد ، وبالتالي يتم تكوينها بشكل فردي ؛
مسافة إعادة التشغيل الإضافية - قذف إضافي للبلاستيك بعد تصحيحه لقيمة معينة ؛
سحب عمودي الرفع - ارفع ارتفاع الفوهة لنقلها من مكان طباعة إلى آخر. يساعد على منع البلاستيك المطبوع من الذوبان ؛
تراجع سرعة - سرعة التراجع.
ساحل at النهاية - إدراج التراجع بعد نهاية الطباعة ؛
الساحلية المسافات - طول التراجع بعد نهاية الطباعة ؛
مسح فوهة - إدراج مسح الفوهة من البلاستيك المتسرب عند تسخينه على المنصة ، أثناء بدء الطباعة ؛
مسح المسافات - طول هذه المسحة.
علامة تبويب الطبقة

طبقة الضبط - الإعدادات الأساسية لمعلمات الطبقة ؛
المرحلة الابتدائية الطارد - رقم / اسم الطارد. إذا كانت طابعتك تحتوي على العديد من الطاردات ، فمن الممكن تعيين معلمات الطبقة الخاصة بها لكل منها. على سبيل المثال ، إذا قمت بطباعة نموذج معقد في شكله وكانت هناك حاجة إلى دعامات إضافية ، فسيكون الخيار المثالي هو طباعتها باستخدام بلاستيك PVA (ويكي) (يذوب في الماء) بفوهة ذات قطر أكبر وارتفاع طبقة أعلى لتوفير الوقت ؛
ارتفاع الطبقة الأساسية - ارتفاع الطبقة. من السهل تخمين أنه كلما انخفض ارتفاع الطبقة ، زادت جودة الأسطح الجانبية ، ومع ذلك ، تزداد مدة إنشاء نموذج ثلاثي الأبعاد بنسبة مباشرة ، لذلك من الضروري تحديد نوع من الوسط الذهبي لكل جزء ، مع الأخذ في الاعتبار الغرض الآخر ؛
★★★★ سوليد طبقات - عدد الطبقات العليا للجزء ؛
الملابس السفلية سوليد طبقة - عدد الطبقات السفلية للجزء ؛
مخطط تفصيلي / محيط قذائف - عدد "قذائف" الأجزاء الجانبية (الجدران) للجزء ؛
الخطوط العريضة طريقة الاستخدام: - اتجاه طباعة الطبقة. خيارين: نبذة عنا خارج - الجزء الداخلي أولاً ، ثم الجزء الخارجي ، الخارج - للداخل - على العكس من ذلك ، الجزء الخارجي أولاً ، ثم الجزء الداخلي. حاولت الطباعة في اتجاهات مختلفة ، لا يوجد فرق بصري ، نظريًا ، الخيار الأول أفضل ، حيث يتم استبعاد تشوه الغلاف الخارجي بسبب "التثبيت" ؛
طباعة الجزر بالتتابع بدون التحسين - طريقة الطباعة المتتابعة "للجزر" بدون تحسين ؛
غير متزوجة الخطوط العريضة المفتاح الطباعة الوضع (إناء الوضع) - يؤدي تمكين هذا الوضع إلى جعل النموذج المحمل "برميلًا فارغًا" بسمك جدار بفوهة واحدة ، وتعمل الطباعة نفسها بشكل حلزوني مع ارتفاع مستمر على طول المحور Z العمودي. ما هو وضع المزهرية؟ يمكنك القراءة هنا.
الاسم الأول طبقة الضبط - إعدادات الطبقة الأولى. يتم تعيين المعلمات بالنسبة لارتفاع الطبقة الاسمي المرحلة الابتدائية طبقة الطول;
الاسم الأول طبقة الطول - قيمة ارتفاع الطبقة الأولى ؛
الاسم الأول طبقة عرض- العرض النسبي. تتميز التماثيل المطبوعة بخصوصية طفيفة في شكل طبقات أولى بارزة. هذا يرجع إلى حقيقة أن الطبقات السفلية أكثر تلطيخًا لضمان التصاق جيد للنموذج بالمنصة. بتقليل هذه المعلمة ، يمكنك التخلص من هذه الميزة ؛
الاسم الأول طبقة سرعة - سرعة طباعة الطبقة الأولى. تؤثر هذه المعلمة أيضًا بشكل كبير على جودة التصاق الطبقة الأولى بالمنصة. الأمر بسيط ، فكلما انخفضت السرعة ، كان البلاستيك أفضل.
آبدأ النقاط - نقطة البداية للطباعة
استعمل عشوائية بداية نقاط For من جميع محيط - اختيار نقطة انطلاق عشوائية من محيط النموذج ؛
الأمثل بداية نقاط For أسرع الطباعة سرعة - الاختيار الأمثل لنقطة انطلاق المطبعة ، لسرعة الطباعة ؛
اختار بداية نقطة الأقرب إلى محدد موقع - اختيار نقطة الانطلاق من محيط النموذج الأقرب للنموذج المعطى.
علامة التبويب الإضافات

التنورة الإعدادات - ضبط الخط الالتفافي. هذا الخط ضروري للضغط على بعض البلاستيك قبل الطباعة المباشرة ؛
تضمن تنورة / بريم - إدراج الخط الجانبي.
التنورة طبقات - عدد الطبقات ، أي الارتفاع ؛
التنورة عوض - المسافة التي ستبرز بها التنورة خارج قاعدة النموذج ؛
التنورة حدود - عرض التنورة في عدد الخطوط.
طوف الضبط - إعدادات الطوافة.
تضمن طوف - طوف التمكين.
طوف طبقات - ارتفاع الطوافة ، محدد بعدد الطبقات ؛
طوف عوض - المسافة التي تبرزها الطوافة خارج قاعدة النموذج ؛
طوف بدأت أعمال الحفر - كثافة حشو طبقات الطوافة ؛
تعطيل طوف قاعدة طبقات - إلغاء طبقة الطوافة الرئيسية. هذه ترجمة حرفية ، لا أعرف بعد ما هو المقصود هنا.
استخدم الدعامة الرئيسية - كتلة إعدادات لبناء سلة مهملات. من الضروري تنظيف الفوهة قبل الطباعة بآلة بثق أخرى.
رئيس الطارد العمود - يشير إلى الطارد المتورط في التنظيف.
عرض العمود - عرض مقطع مربع صندوق القمامة.
موقع العمود - موقع سلة المهملات بالنسبة للنموذج الموجود على المنصة.
سرعة مولبلير - سرعة طباعة سلة المهملات.
استخدم درع الأوز - الغلاف الخارجي حول الجزء للطباعة بالبلاستيك بخصائص الانكماش.
درع أوز الطارد - الذي الطارد لاستخدامه لبناء قذيفة.
تعويض من جزء هي المسافة إلى النموذج من الغلاف.
مخطط Ooze Shield - عدد محيط القشرة.
شكل الجدار - نوع القشرة.
تغيير زاوية الجدار الجانبي - الزاوية التي تطبع بها الطابعة بدون مواد داعمة.
سرعة مولبلير - سرعة طباعة الغلاف من المحدد للطباعة.
علامة تبويب الملء

تم تعيين إعدادات التعبئة في علامة التبويب هذه. شريطة ألا يكون النموذج متكاملًا ، وهذا يحدث دائمًا تقريبًا ، يحدد الهيكل الداخلي للنموذج معلماته الميكانيكية. مع الإعدادات القياسية ، عادة ما تكون النماذج قوية جدًا ، إذا كنت بحاجة إلى مزيد من الصلابة الجانبية ، فعليك الانتباه إلى هذه الإعدادات.
العلاجات العامة - إعدادات التعبئة الأساسية ؛
بدأت أعمال الحفر الطارد - اختيار الطارد الذي سيستخدم لطباعة الهيكل الداخلي للجزء. وظيفة مفيدة للغاية لأولئك الذين لديهم طابعة مع اثنين أو أكثر من الطارد. مثال على الوقت الذي قد تكون فيه هذه الميزة في متناول اليد واضح ومباشر. على سبيل المثال ، تحتاج إلى طباعة نموذج من البلاستيك الخشبي الباهظ الثمن ، لحفظه ، يمكن طباعة الجزء الداخلي غير المرئي باستخدام ABS العادي ، مما يقلل بشكل كبير من التكلفة النهائية للجزء ويجعله أقوى ؛
نمط تعبئة خارجي - تحديد شكل الخطوط الداخلية: مستطيل الخطية - مستقيم أو متحدة المركز - نصف قطر ودوائر بمركز واحد ؛
الخاص بك شغل نسبة مئوية - كثافة ملء الجزء الداخلي.
الخطوط العريضة تداخل - املأ التداخل على المحيط. ستؤثر عملية التعبئة على عرض المحيط إلى القيمة التي تم تعيينها على هذه النقطة بالنسبة المئوية.;
عرض بثق الحشو - توريد المواد عند التعبئة;
الحد الأدنى بدأت أعمال الحفر الطول - الحد الأدنى لطول قسم شبكة الردم ؛
كومبين بدأت أعمال الحفر كل - انتشار شبكة التعبئة عبر عدد معين من الطبقات ؛
تضمن الصلبة غشاء كل - إتاحة طباعة طبقات متجانسة بعد عدد معين من الطبقات. يمكن أن تزيد هذه المعلمة من صلابة النماذج ثلاثية الأبعاد ؛
إزاحة زاوية ملء داخلي - زاوية التعبئة الداخلية
إزاحة زاوية الملء الخارجية - زاوية التعبئة الخارجية
علامة تبويب الدعم

من ليس على دراية بالدعم يعني طباعة الهياكل الحاملة تحت عناصر النموذج ثلاثي الأبعاد المعلقة في الهواء. يمكنك قراءة المزيد حول ماهية الهياكل الداعمة المادة منفصلة.
توليد الدعم الفني الخامة - تمكين توليد الدعم.
الدعم الفني الطارد - اختيار الطارد لدعامات الطباعة. لقد وصفت ميزة هذه الوظيفة في الطارد الأساسيإذا نسيت ، فاقرأ مرة أخرى أعلاه ؛
نسبة دعم الملوثات - كثافة الدعامات. لا تطبعها متجانسة ؛
إكسترا التضخم المسافات - ستكون المسافة حول الدعامات مجانية ؛
دعم طبقة القاعدة - لكي لا يخرج الدعم من الآهة ، من الضروري تعيين عدد الطبقات في القاعدة ؛
دمج الدعم الفني طبقات كل - قم بتجميع كل خط دعم معًا ؛
كثيف الدعم الفني طبقات - اختيار عدد الطبقات المعبأة.
كثيف بدأت أعمال الحفر نسبة مئوية - كثافة الطبقات الممتلئة ؛
نوع الدعم - خياران للاختيار من بينها ، إما في كل مكان أو من الجدول فقط. عند اختيار الخيار الثاني ، لن يتم بناء الدعم من الطابق العلوي للنموذج. في بعض الأحيان يكون مفيدًا عندما لا ترغب في إفساد النموذج بالحرف اليدوية. تحقق من مطابقة النموذج للتأكد من صحتها.
الدعم الفني دعامة دقة الشاشة - حجم العمود الذي يعمل كدعم ؛
اكثر شئ البروز زاوية - الحد الأقصى لزاوية العنصر البارز التي سيتم إنشاء الدعم لها.
أفقي عوض من جزء - المسافة التي يمكن من خلالها التفرع الأفقي للدعامات ؛
أعلى عمودي الانفصال طبقات - عدد الطبقات التي يمكن من خلالها التفرع الرأسي لأعلى ؛
أقل عمودي الانفصال طبقات - عدد الطبقات التي يمكن من خلالها التفرع الرأسي من الأسفل ؛
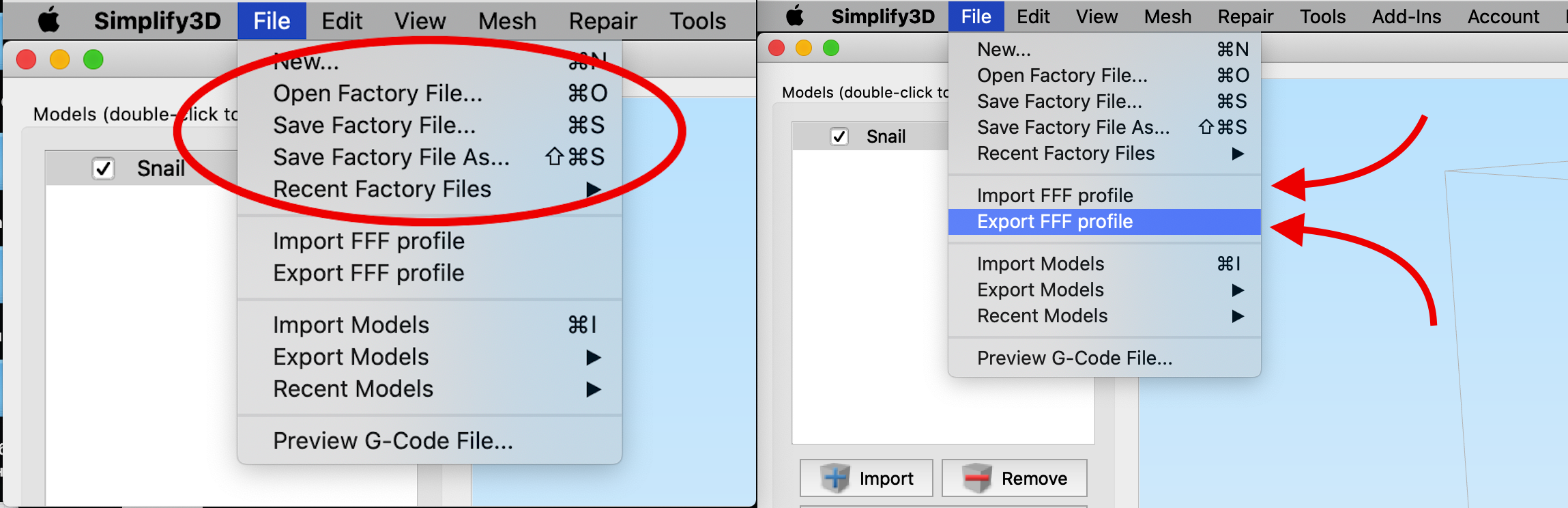
تكوين ملف تعريف FFF وملف المصنع.
في هذه المرحلة ، الشيء الرئيسي هو فهم الاختلافات بين ملف تعريف FFF وملف المصنع. وهذه مجموعة من الإعدادات. في حالة ملف تعريف FFF ، يحتوي الملف على مجموعة من معلمات الطباعة ثلاثية الأبعاد (قطر الفوهة ، المواد ، الجودة ، درجة الحرارة). يحتوي ملف المصنع على معلمات الطابعة ثلاثية الأبعاد نفسها (حجم الحقل والبرامج النصية والإحداثيات). إذا كنت ترغب في نقل مجال العمل من طابعة إلى أخرى ، فقم أولاً بنقل "ملف المصنع" ، ومن ثم يمكنك استيراد وتصدير إعدادات الطباعة ثلاثية الأبعاد باستخدام ملف تعريف. للقيام بذلك ، استخدم الأزرار الموجودة في السطر العلوي من البرنامج:
قراءة كيفية إعداد ملف تعريف بشكل صحيح في برنامج Simplify3D وظيفة منفصلة.
علامة تبويب درجات الحرارة.
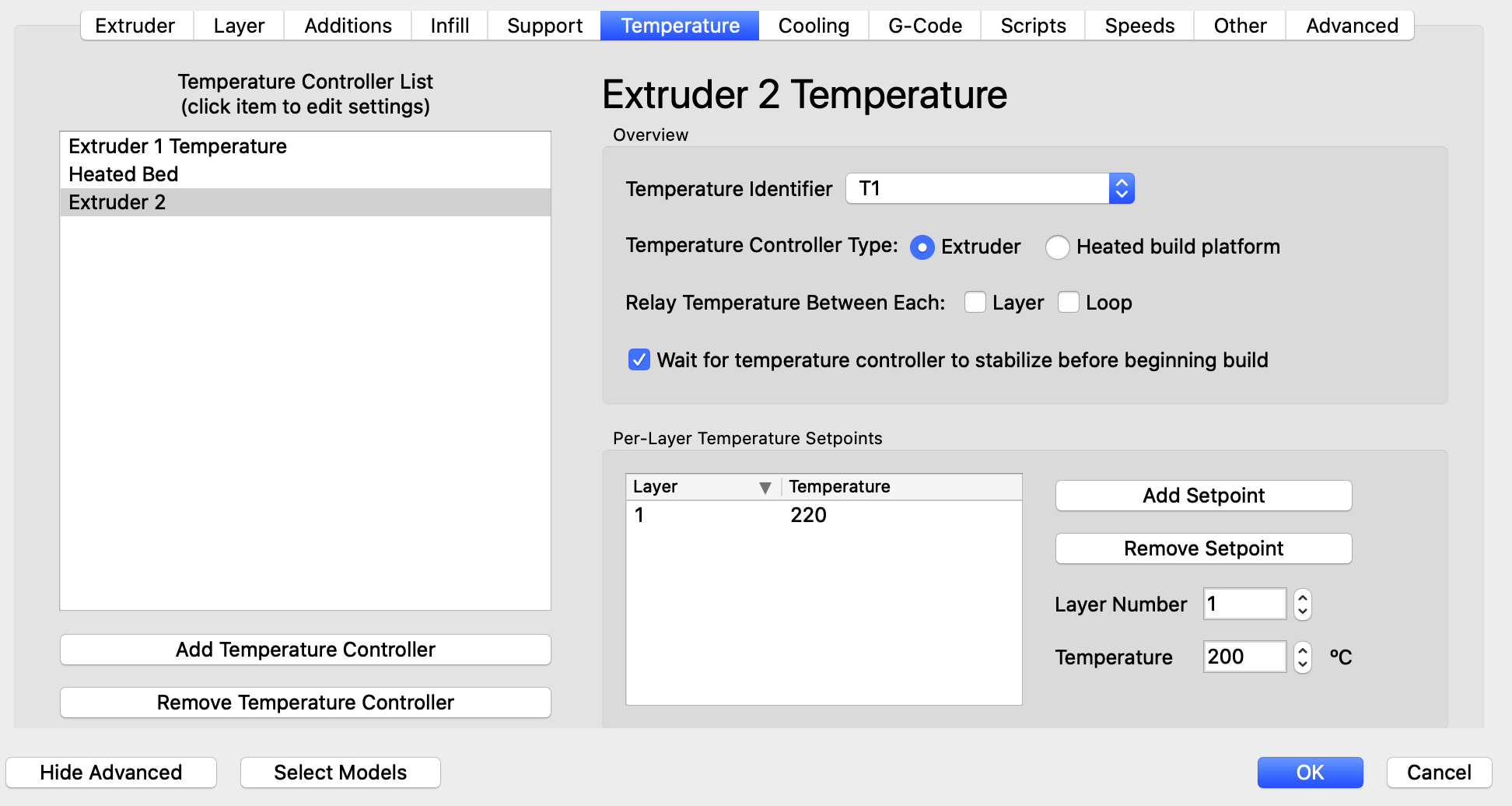
في علامة التبويب هذه ، تحتاج إلى تكوين أوضاع درجة حرارة تشغيل الطارد ومنصة التسخين.
درجة الحرارة مراقب قائمة - قائمة التكوينات المضافة لأجهزة البثق أو النظام الأساسي ؛
درجة الحرارة تحديد - اختيار معرف جهاز استشعار درجة الحرارة ؛
درجة الحرارة مراقب النوع - نوع التحكم في درجة الحرارة: الطارد - الطارد أو مسخن بناء منصة - منصة تسخين.
المرحل درجة الحرارة ما بين كل - تحديد عدد المرات التي سيحدث فيها طلب التحكم في درجة الحرارة: طبقة - كل طبقة أو أنشوطة - من خلال كل دورة ؛
For درجة الحرارة مراقب إلى استقرار قبل بداية نساعدك في بناء - إدراج تأخير قبل بدء الطباعة لتثبيت درجة الحرارة ؛
لكل طبقة درجة الحرارة نقاط الضبط - هنا يمكنك تحديد درجة الحرارة لكل طبقة. على سبيل المثال ، عند الطباعة باستخدام بلاستيك ABS ، اضبط 240 درجة مئوية للطبقة الأولى و 220 درجة مئوية للطبقات المتبقية. بهذه الطريقة سوف يلتصق البلاستيك جيدًا وستكون الطبقات أكثر نعومة.
طبقة رقم الهاتف - رقم الطبقة ؛
درجة الحرارة - درجة الحرارة التي ستحافظ عليها الطابعة في طبقة معينة.
علامة تبويب التبريد

في علامة التبويب هذه ، يتم تعيين معلمات مروحة تدفق الهواء القسري.
لكل طبقة مروحة طرق المكافحة - تمامًا كما هو الحال مع درجة الحرارة ، يمكنك هنا تعيين قيم محددة لسرعة مروحة المنفاخ.
طبقة رقم الهاتف - رقم الطبقة ؛
مروحة سرعة - سرعة المروحة
صورة على شاشة مروحة إلى بالإضافة إلى قوة متى في ازدياد تبدأ من الخمول - قم بزيادة سرعة المروحة إلى الحد الأقصى عندما تكون الطابعة في وضع الخمول ، أي عندما تنتهي الطباعة.
مروحة تجاوزات- إعادة ضبط سرعة المروحة ؛
القيمة الاسمية مروحة سرعة For طبقات أقل من - زيادة سرعة المروحة للطبقات التي يكون وقت طباعتها أقل من القيمة الزمنية المحددة ؛
أقصى تبريد مروحة سرعة - أقصى سرعة للمروحة ؛
سد مروحة سرعة تجاوز - سرعة المروحة عند طباعة الجسور.
علامة تبويب G-Code

G - كود مزيد من الخيارات - المعلمات G-قانون
5D الثابتة (ويشمل E - البعد) - السلطة حتى G-قانون с 5-ю المتغيرة العوامل. هذا 3 الرئيسي محور и 2 الطارد.
نسبي قذف المسافات - المسافة النسبية للقذف
السماح التصفير of قذف المسافات (أي G92 ه 0) - تصريح التصفير مسافه: بعد قذف;
تضمن M101 / M102 / M103 الأوامر - تمكين الأوامر M101 / M102 / M103 ؛
الثابتة وتدعم "لزج" المعلمات - إدراج معلمات لا تتعلق بالرموز G و M.
تطبيق إزاحة رأس الأدوات على إحداثيات G-code - السماح للأدوات بالتحرك حتى في المناطق التي يوجد بها نزوح.
عوض - إزاحة القيم الأولية بالقيمة المحددة.
على الجانب الأيمن من نافذة علامة التبويب هذه ، إعدادات الجهاز (مكررة في الإعدادات)
علامة تبويب البرامج النصية

تحتوي علامة التبويب هذه على الأوامر التي يجب على الطابعة تنفيذها:
بدء البرنامج النصي - في بداية الطباعة ؛
البرنامج النصي لتغيير الطبقة - في كل طبقة;
تصحيح النصي - مع تراجع
أداة تغيير البرنامج النصي - أداة ؛
البرنامج النصي الختامي - في نهاية الصحافة. قد يكون من المفيد كتابة الأوامر هنا ، على سبيل المثال ، كتبت أن الرأس سيتوقف في الموضع الصفري وستتحرك المنصة قدر الإمكان ، لذلك من الملائم جدًا تصوير النموذج النهائي.
ماذا تعني الأوامر؟ هنا، وسأعتبر الأكثر شعبية.
الفرق نفسها مقسمة إلى مجموعات:
G - فرق تحضيرية (أساسية) ؛
М - الفرق المساعدة (التكنولوجية).
هذه الأوامر لها معلمات.
X - تنسيق نقطة المسار على طول المحور X [G0 X100 Y0 Z0]
Y - تنسيق نقطة المسار على طول المحور ص [G0 X0 Y100 Z0]
Z - تنسيق نقطة المسار على طول المحور Z [G0 X0 Y0 Z100]
E - إحداثيات نقطة بثق البلاستيك [جي1 إي100 إف100]
P - معلمة الأمر [M300 S5000 P280]
S - معلمة الأمر [G04 S15]
F - معلمة الأمر ، التغذية (السرعة) [جي 1 واي 10 اكس 10 اف 1000]
ز - أوامر
G0 - التباطؤ ، بدون تشغيل الأداة [ع 0 × 10]
G1 - حركة منسقة على طول محاور XYZE [ع 1 × 10]
G4 - وقفة في ثوان [G4 S15]
G28 - فريق المنزل - نحن نوقف الرأس [G28 Y0 X0 Z0]
G90 - استخدم الإحداثيات المطلقة [G90]
G91 - استخدام الإحداثيات النسبية [G91]
G92 - اضبط الوضع المستهدف الحالي [G92]
التفسير:
الإحداثيات النسبية هي إحداثيات متعلقة بموضع الرأس الحالي.
على سبيل المثال ، إذا كان الرأس في الموضع X10 Y10 ، فعندها يتم إعطاء الأمر G91
جي1X10F1000يتحرك الرأس بمقدار 10 مم على طول المحور السيني بسرعة 1000.
يمكن القيام بهذا الأمر كثير مرات ، قبل الوصول إلى الحد "الناعم" في البرامج الثابتة.
الإحداثيات المطلقة - هذه إحداثيات مثبتة بدقة في منطقة العمل.
عند تنفيذ الأمر G90 G1 X10 F1000 - سينتقل الرأس إلى إحداثيات X10 بسرعة 1000.
يتم تنفيذ الأمر فقط واحد الوقت.
أوامر منتظمة
M0 - توقف مؤقتًا وانتظر حتى يتم الضغط على الزر في شاشات LCD (يعمل في حالة تعيين معلمة ULTRA_LCD في البرنامج الثابت) [G0 X10 Y10 Z10 M0]
M17 - تطبيق التيار على المحركات (المحركات لا تدور باليد)
M18 - إزالة التيار من المحركات (يمكن تدوير المحركات يدويًا ، التناظرية M84)
M42 - إدارة جهات الاتصال ARDUINO MEGA 2560 [M42 P4 S255]
M80 - التشغيل ، فقط لـ ATX - مصدر الطاقة
M81 - إيقاف التشغيل ، فقط لـ ATX - مصدر الطاقة
M84 - إطفاء جميع المحاور (المحركات بعد التوقف التام) [M84 إس10]
M112 - التوقف في حالات الطوارئ
M114 - احصل على الإحداثيات الحالية
M115 - احصل على إصدار البرنامج الثابت
M117 - اكتب رسالة على الشاشة [مرحبًا بالعالم M117]
M119 - احصل على حالة مفاتيح الحد
M300 - تشغيل الصوت [M300 S5000 P280]
أوامر بطاقة SD
M20 - قراءة بطاقة SD (قراءة قائمة الملفات)
M21 - تهيئة بطاقة SD
M22 - استخدم بطاقة SD
M23 - حدد ملفًا من بطاقة SD [M23 اسم الملف.gcode]
M24 - بدء / استئناف الطباعة من بطاقة SD
M25 - إيقاف الطباعة مؤقتًا من بطاقة SD
M26 - اضبط موضع بطاقة SD بالبايت [م 26 ق 12345]
M27 - تحقق من حالة الطباعة من بطاقة SD
M28 - كتابة الملف على بطاقة SD [M 28 اسم الملف. gcode]
M29 - الانتهاء من كتابة الملف على بطاقة الذاكرة الرقمية المؤمنة
M30 - حذف الملف من بطاقة SD [M 30 اسم الملف. gcode]
M31 - احصل على قيمة مقدار الوقت المنقضي منذ آخر M109
M32 - حدد ملفًا من بطاقة SD وابدأ في الطباعة [م 32 / مسار / اسم الملف #]
M928 - تسجيل الدخول إلى بطاقة SD [M 928 اسم الملف. gcode]
الطارد
M82 - اضبط الطارد على نظام إحداثيات مطلق
M83 - اضبط الطارد على نظام إحداثيات نسبي
M104 - انتظار تسخين الطارد لدرجة حرارة معينة [M104 إس190]
M105 - احصل على درجة الحرارة الحالية للطارد [M105 إس2]
M106 - تشغيل المروحة التي تهب الجزء [M106 إس127] - الطاقة 50٪
M107 - إطفاء المروحة التي تهب الجزء [M 107]
M109 - تسخين الطارد والحفاظ على درجة الحرارة [M109 إس215]
Стол
M140 - ضبط درجة حرارة الجدول [M140 إس65]
M190 - سخني المنضدة واستمري في درجة الحرارة [M190 إس60]
PID M301 - كتابة معلمات PID إلى EEPROM [M301 H1 P1 I2 D3]
حيث: H0 - الجدول ، H1 - الطارد
M302 - السماح بالبثق على البارد [M302 P1].
M303 - ابدأ عملية معايرة PID [M303 E-1 C8 S110]
حيث: E-1 - جدول ، E0 - نهاية ساخنة ، C8 - عدد المحاولات ، S - درجة الحرارة.
M304 - ضبط معلمات PID للجدول [M304 P1 I2 D3]
إيبروم - الذاكرة الداخلية للميكروكونترولر (لا يتم مسحها عند إيقاف التشغيل)
M500 - حفظ المعلمات في EEPROM
M501 - قراءة المعلمات من EEPROM
M502 - إعادة تعيين معلمات EEPROM
خيوط
M200 - ضبط قطر الفتيل [M200 د1.128]
M600 - استبدال الخيوط.
علامة التبويب "السرعات"

السرعات - ضبط السرعات بكافة أنواعها
سرعة الطباعة الافتراضية - سرعة الطباعة الإجمالية ؛
مخطط تفصيلي Underspeed - سرعة طباعة الأجزاء الخارجية للنموذج ، النسبة المئوية للسرعة الإجمالية ؛
الملء الصلب السرعة الزائدة - سرعة الطباعة للجزء الأحادي من النموذج ، النسبة المئوية للسرعة الإجمالية ؛
هيكل الدعم السرعة - يدعم سرعة الطباعة ، النسبة المئوية للسرعة الإجمالية ؛
سرعة حركة المحور X / Y - السرعة القصوى على طول المحاور X و Y ؛
سرعة حركة المحور Z - السرعة القصوى على طول المحور Z ؛
سرعة تجاوزات - سرعة إعادة الضبط.
ضبط الطباعة سرعة For طبقات أقل من - تغيير سرعة المروحة للطبقات التي يكون وقت طباعتها أقل من القيمة الزمنية المحددة ؛
السماح سرعة تخفيضات إلى أسفل إلى - إذن لتقليل السرعة لا تقل عن القيمة المحددة.
علامة تبويب أخرى

خصائص الشعيرة - المعلمات رأب;
مؤشر رأس أدوات الفتيل - اختيار أداة لتحرير معلمات المواد ؛
قطر الشعيرة - قطر;
سعر الشعيرة - تكلفة الكيلوجرام. من هذه القيمة ، سيحسب البرنامج بعد التقطيع ويعطي التكلفة التقريبية للنموذج.
خيط كثافة - كثافة المادة.
كتلة التجسير - إنشاء جسور الطباعة.
حد المساحة غير المدعوم - أي عنصر "معلق" في النموذج أكبر من المساحة المحددة سيتعرف عليه البرنامج كجسر ؛
سد مضاعف البثق - مضاعف البثق عند طباعة الجسور ؛
تجسير مضاعف السرعة - مضاعف السرعة عند طباعة الجسور ؛
استخدم زاوية ملء الجسور الثابتة - استخدم زاوية ثابتة للقذف على الجسور ؛
تطبيق إعداد الجسور على المحيط - استخدام إعدادات الجسور إلى المحيط ؛
حجم التعويض الأفقي - تعويض الحجم الأفقي ؛
منع تول تغيير التراجع - التراجع عن الإعداد لتغيير الأداة. تم تكوينه بنفس طريقة التصحيح في علامة التبويب الأولى.
علامة التبويب "خيارات متقدمة"

تعديل الطبقة - كتلة من الإعدادات لتشغيل هذه العملية. قابل للتعديل من وإلى ارتفاع معين على طول المحور Z.
سلوك رقيق الجدار - إستراتيجية طباعة الجدران الرقيقة.
نوع الجدار الخارجي الرقيق - إستراتيجية المحيط الخارجي. خياران ، طباعة المحيط فقط أو استخدام قذف متغير.
نوع الجدار الرقيق الداخلي - إستراتيجية المحيط الداخلي. بالمقارنة مع الفقرة السابقة ، تمت إضافة خيار آخر: طباعة الملء العادي.
تداخل المحيط المسموح به - السماح للمحيط بأن "يتداخل" مع بعضه البعض بالنسبة المئوية المحددة.
سحب واحدة - إعداد البثق المتغير.
الحد الأدنى لطول البثق - الحد الأدنى للطول
عرض البثق الأدنى - أدنى عرض
عرض البثق الأقصى - الحد الأقصى للعرض
مسافة تمديد نقطة النهاية - يحدد عدد المليمترات التي يتم تمديد طول خط البثق المتغير فيها من جانب واحد وعلى الجانب الآخر لزيادة قوة الارتباط بالألياف الأخرى.
Ooze سلوك التحكم - إعدادات التدفق الذاتي الإضافية
التراجع فقط عند عبور المساحات المفتوحة - التراجع الإجباري فقط عند تجاوز المساحات الفارغة
قوة التراجع بين الطبقات - التراجع القسري بين الطبقات
الحد الأدنى لتراجع السفر - الحد الأدنى من الحركة من أجل تصحيح (تراجع)
قم بإجراء التراجع أثناء حركة المسح - التراجع القسري للخيط أثناء المسح
امسح الطارد فقط لمعظم المحيط الخارجي - امسح الفوهة على المحيط الخارجي فقط
سلوك الحركة - تصحيح الحركة
تجنب عبور الخطوط العريضة لحركة السفر - منع التقاطعات الجزئية عند الحركة
عامل الانعطاف الأقصى المسموح به - عامل الاستطالة الأقصى لمسار ما عند التحرك على طول مسار خارجي. حتى إذا كانت ضربة العمل غير كافية ، فستظل الحركة تصل إلى البلاستيك إلى النموذج.
سلوك التقطيع - خيارات تقطيع إضافية
جزء غير متشعب - يمكن التخلص من الأجزاء والقطع غير المرتبطة (تجاهل) أو إصلاحها (التئام)
دمج كل الخطوط العريضة في نماذج صلبة واحدة - قم بإزالة الثقوب غير الضرورية من النموذج
عدة عمليات في نفس الوقت
لتشغيل عمليات متعددة في إعداد طباعة ثلاثية الأبعاد واحد ، تحتاج إلى إنشائها في قائمة ملف التعريف. بعد الإنشاء ، تحتاج إلى الانتقال إلى الإعدادات المتقدمة لكل ملف تعريف وتحديد المسافة بين تشغيل هذه العملية بالنسبة إلى ارتفاع Z باستخدام معلمات بدء الطباعة وإيقاف الطباعة في كتلة تعديل الطبقة.
التحقق من G-Code
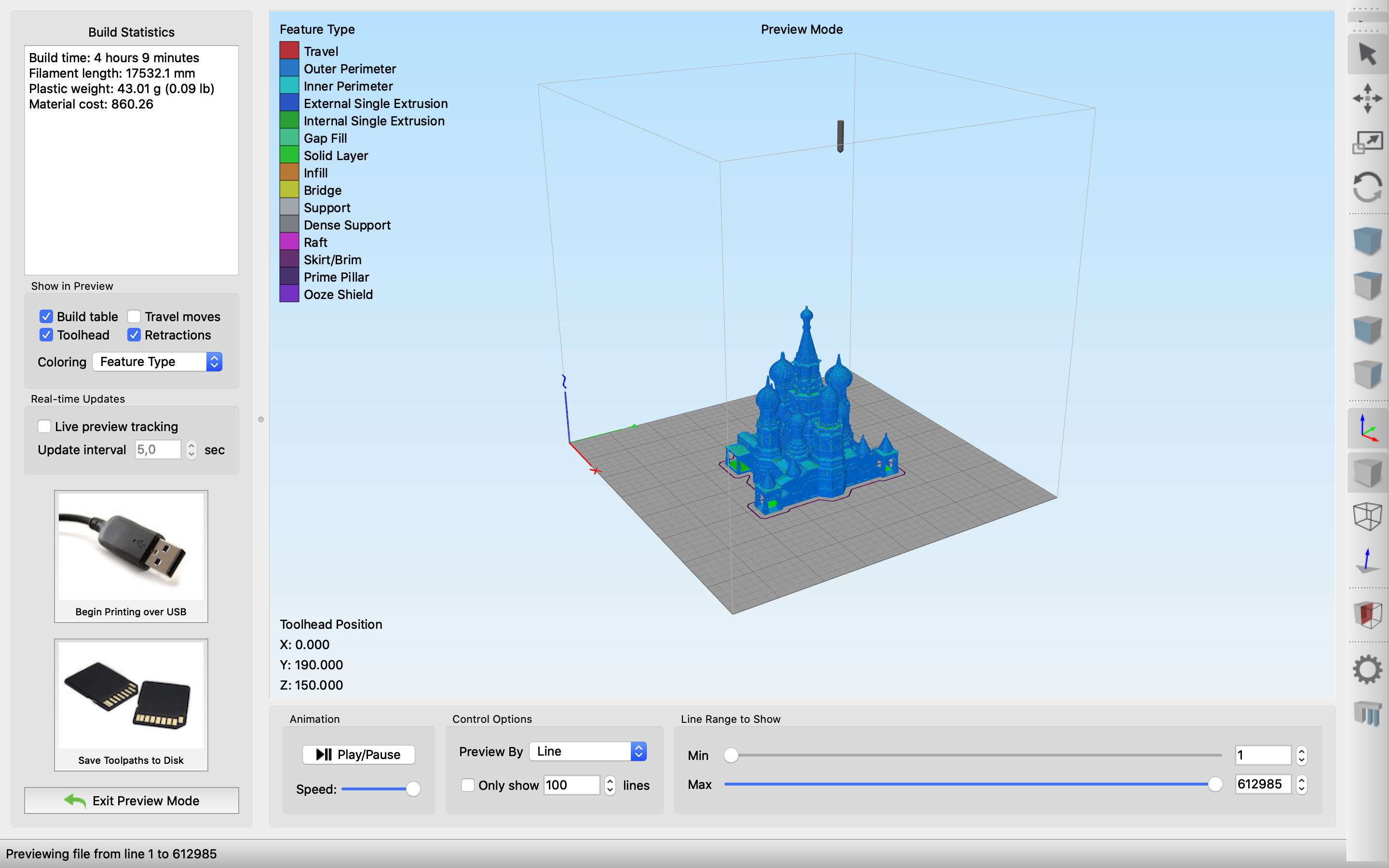
منع الرسوم المتحركة - يسمح لك ببدء الرسوم المتحركة لعملية الطباعة ثلاثية الأبعاد وتحديد سرعة الرسوم المتحركة.
منع خيار التحكم - يسمح لك باختيار عرض خطوط أو طبقات طباعة ثلاثية الأبعاد بشكل انتقائي.
منع نطاق الخط للعرض - يسمح لك بتحديد نطاق العرض من الكتلة السابقة.
منع إظهار في المعاينة - معاينة وضع العرض. بناء الجدول تمكين أو تعطيل عرض النظام الأساسي ، أدوات تبديل عرض الأداة أو إيقاف تشغيلها ، تراجع تبديل عرض نقاط التراجع أو إيقاف تشغيله ، تحركات السفر سيُظهر في الأماكن التي ستكون فيها حركات الخمول.
في هذه الكتلة ، بالنسبة لي شخصيًا ، النقطة الأخيرة (تحركات السفر) الأكثر فائدة. لماذا ا؟ لأنه إذا قمت بتعيين معلمات التراجع للطابعة ثلاثية الأبعاد بشكل غير صحيح ، فهذه هي الأماكن حيث
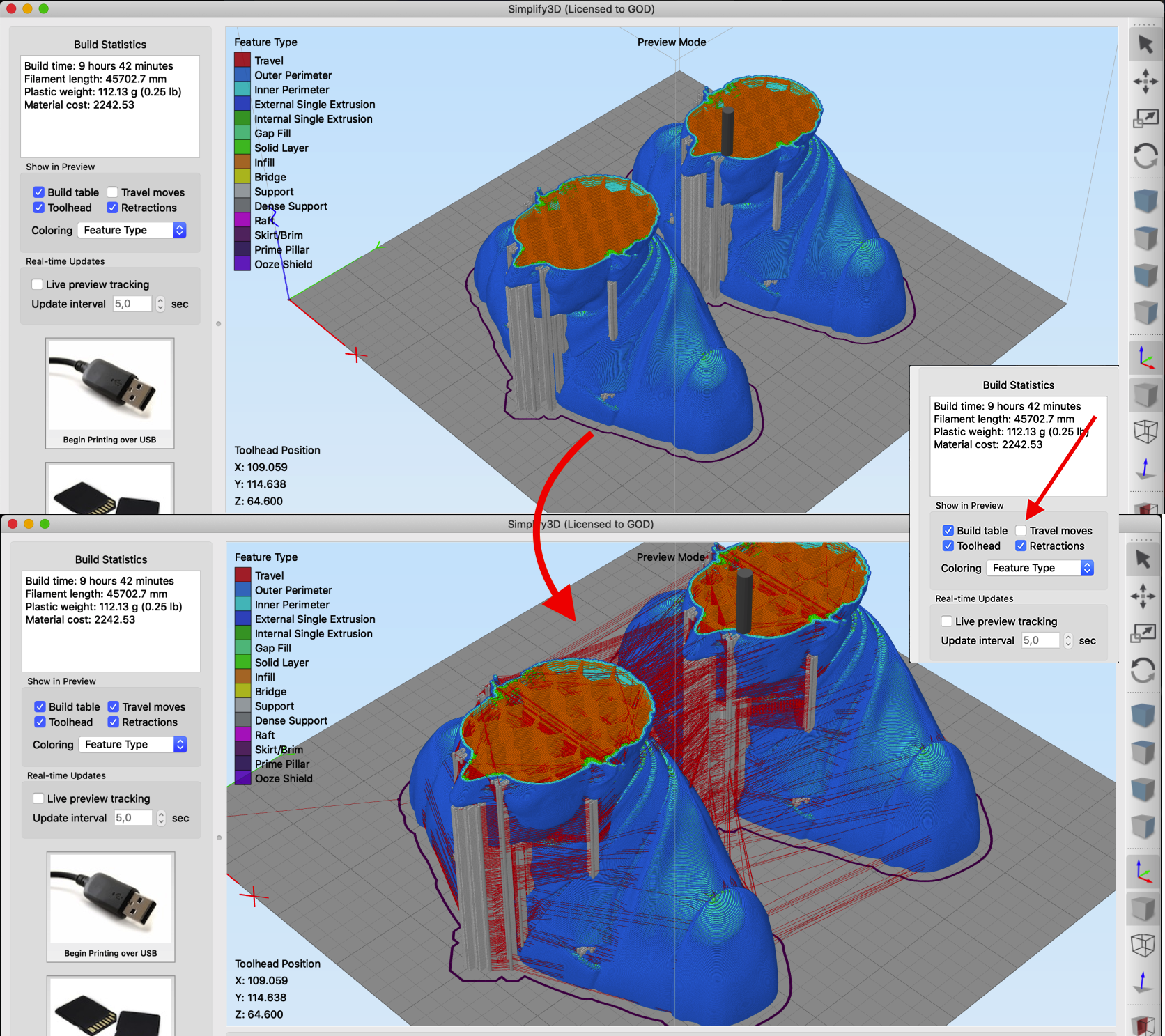
الخطوط الحمراء هي مجرد خطوط سرعة الخمول للطارد.
إضافة
العمل بشبكة مضلعة
في علامة التبويب "الشبكة" ، قمت بوضع الإعدادات الخاصة بالعمل مع الشبكة.

كانت إحدى المشكلات الشائعة التي واجهتها هي فتح ملف بشكل غير صحيح من حيث النسخ المتطابق. تحقق من هذه اللحظة!
نقطة أخرى مفيدة جدًا للطباعة متعددة العائلات: نسخ النموذج على الطاولة. رأيت كيف قام أحد طلابي بوضع 4 قطع على الطاولة. نماذج متطابقة ، 4 مرات جر هذه النماذج إلى النافذة. لذلك قررت التركيز على هذه اللحظة. لعمل عدة نسخ من النموذج ووضعها على طاولة واحدة ، تحتاج إلى استخدام هذه الوظيفة.
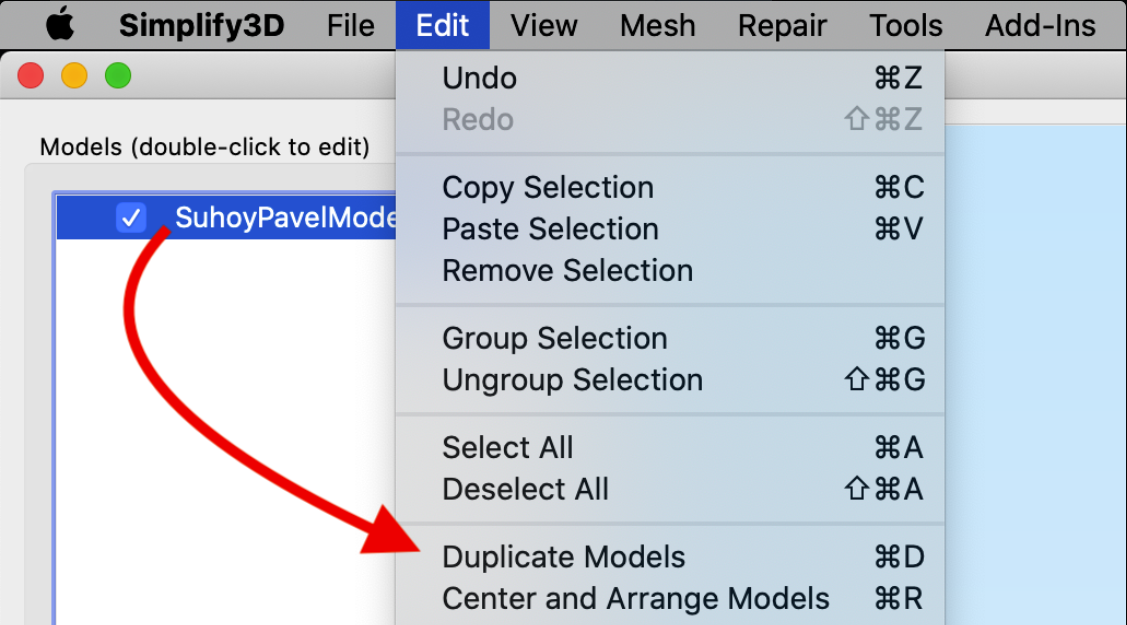
بعد ذلك ، عليك أن تأخذ عدد النسخ التي تريد رؤيتها على الطاولة.
القيود
للأسف ، لا يمكن للبرنامج حتى الآن ضبط ارتفاع الطبقة لقسم معين من المحيط. على سبيل المثال ، لطباعة الجدار الخارجي على ارتفاع طبقة ضعف سمك المحيط الداخلي. حتى أنني كتبت خطابًا لدعم Simplify3D. وقد أعطوني الجواب! انظر في أسفل الصفحة.
إنتاج
أفضل برنامج ، ولكن إذا كان هناك برنامج أفضل ، فاكتب إلينا على dmitry@kamonichkin.ru.
إذا كان لديك أي أسئلة ، فاكتب في التعليقات على هذه المقالة. سأحاول الإجابة.
أعطى PS Simplify3D الإجابة. وأنا حقا أحببته. على الرغم من أنه يحل المشكلة بالكامل ، ولكن جزئيًا:
أنا أترجم:
مرحبا،
آسف ، ليس الآن. يمكنك طباعة الملء على ارتفاع مختلف عن المحيط. يجب أن يكون هذا هو تباعد ارتفاع الطبقة الأساسية. ستجد خيارًا في علامة التبويب Fill باسم "Print Fill Every _ Layers".
شكرًا لك ، دعم Simplify3D















المؤلف: Studia3D مجمع
المزيد من المقالات من Studia3D مجمع